




PRODUCTS
產品中心
客戶服務熱線
0391-8760599 13707680838制漿車間控制系統
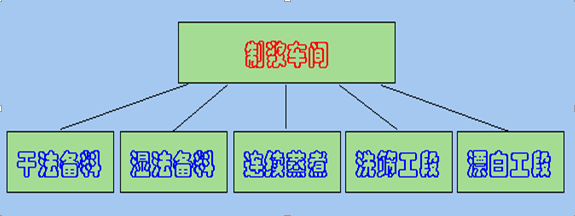
制漿車間控制系統組成:
1.ES(工程師站)
OS操作員站
2.AS控制主站
3.I/O遠程采集站
4.工業以太網、DP網
洗選工段:
洗選工段是將紙漿與蒸煮液盡量分離開,主要指標是洗凈度(殘堿)及黑液密度(波美度)。
洗凈度要求殘堿量控制在0.05g/L以下,黑液密度要求波美度控制在7-9范圍內。殘堿與波美度是互為矛 盾關系,要提高洗凈度就要求增加洗滌用水,就會降低波美度而增加蒸發工段的蒸汽量;反之,提高波美度,就要求減少洗滌用水,這樣就會增加殘堿量。
濕法備料工段:
通過基本控制級的調節控制,當葦片料倉料位高時停進料帶、料位低時報警,通過料倉出料速度控制及進葦片洗滌器清水流量控制,可以控制產量、進葦片洗滌器水量,使生產過程得以正常運行。
連續蒸煮要求纖維原料、堿液混合均勻、在一定的溫度和反應時間內才能得到合格的紙漿,各設備的運轉速度、纖維原料、堿液、汽、稀黑液的加入量均要達到*的協調,需要完善的自控系統包括必要的電氣聯鎖裝置。
漂白工段:
漂白工段目的是增加紙漿白度和白度的穩定性,改善紙漿物理化學性質。漂白是通過化學藥品的作用除去漿中的某些成分,包括木素和其衍生物,碳水化合物的降解產物、樹脂以及金屬離子等,或者改變木素上發色基因的結構來實現的。對文化紙要求白度達到80左右。
- 上一篇:全自動化制漿站控制系統工程
- 下一篇:制漿控制系統軟件講解
推薦資訊






